| №«ЛҫҪйЙЬ | ІъЖ·дҜАА | ЧКБППВФШ | РЕПў·ҙАЎ | ФЪПЯҝН·ю | БӘПөОТГЗ | ИЛІЕХРЖё | УҰУГКөАэ |
|
|
|
|
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
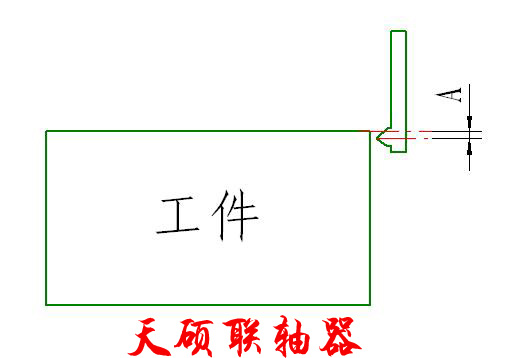
НшТіО»ЦГЈә>>>>НшТіУЕ»Ҝ>>МмЛ¶БӘЦбЖчЎ°НтПтБӘЦбЖчЎұУЕ»ҜБРұн КэҝШБӘЦбЖчЦЖ¶ҜВЦҙг»рПөНіІЩЧчЦёДП КэҝШБӘЦбЖчҙг»рПөНіІЩЧчЛіРтЈә 1.ҝӘ»ъЗ°ПИјмІйАдИҙТәКЗ·сХэіЈЈ¬өј№мКЗ·сИ󻬳д·ЦЎЈ 2.ҙтҝӘ380VөзФҙҝӘ№ШЈ¬ҝҙЛ®ұГКЗ·с№ӨЧчХэіЈЎЈ 3.ҙтҝӘПөНіҝӘ№ШЎЈ 4.ҙтҝӘ№Ұ·ЕЈ¬ҙтҝӘКЦ¶Ҝ°ҙЕҘЈ¬ЛЩ¶И4ТФПВЈ¬ЙППВФЛ¶Ҝҙг»рН·Ј¬ҝҙКЗ·сУРҝЁЦНПЦПуЎЈ 5.·ЕәГ№ӨјюЈ¬ІўХТХэЈЁХТХэКұ№Ұ·ЕұШРл№ШұХЈ©Ј¬ұЈЦӨҙг»рН·Ал№ӨјюөДҫаАл2-5mmЎЈ 6.ҙтҝӘлІЖшҝӘ№ШЈ¬№ӨЧчЦРК№лІЖшФЪ5-10Ц®јдЎЈ 7.ҙтҝӘРЎ»ЎЈ¬ҝҙҙг»рН·КЗ·сХэіЈ№ӨЧчЈ¬ИзІ»ХэіЈЈ¬өчҪЪҙг»рН·Ј¬К№Ц®ХэіЈ№ӨЧчЎЈ 8.ҙтҝӘ№Ұ·ЕЈ¬ҙтҝӘКЦ¶Ҝ°ҙЕҘЈ¬өчҪЪҙг»рН·өДО»ЦГЈ¬ФЪ№ӨЧчЦРЈ¬ИзПВНјЈ¬ұЈЦӨAөДіЯҙзФјОӘ1-2mmЎЈН¬Кұ°ҙ*јьәН0јьЈ¬ПөНіXZЦбПФКҫЗеБгЎЈ
9.ЈЁ°ҙКЦ¶ҜҝӘ№ШЈ©ИГҙг»рН·ПтЙПФЛ¶Ҝ20mmЈ¬ЈЁҙУөЪ8ІҪҝӘКјІ»өГ№ШұХ№Ұ·ЕЈ© 10.өчіціМРтЈ¬°ҙЧФ¶Ҝ°ҙЕҘЈ¬°ҙЖф¶ҜҝӘ№ШЈ¬ҙъҝӘРЎ»ЎөИЖр»Ўә󣬹ШұХРЎ»ЎЈ¬ЧФ¶ҜјУ№ӨЦұЦБНкұПЎЈ 10.1өчіціМРтІҪЦиЈәЈЁөчіцL0212іМРтЈ© AЈ¬°ҙЦчІЛөҘјьЈ¬----ПФКҫЩы·ыәЕКұЈ¬---°ҙ%јьЈ¬---0јьЈ¬---SCHјь---·ҪПтјь→2ҙОЈ¬ПФКҫL***(ИзL085)КұЈ¬----КдИлL0212---°ҙЧуУТ·ҪПтјьёч1ҙОЈ¬ПФКҫL0212 ---ФЩ°ҙЧФ¶ҜјьЎЈ BЈ¬јмІйіМРтГыіЖОЮОуәуЈ¬КФРЎ»ЎЈ¬°ҙЖф¶ҜјьЈ¬ЙиұёХэіЈЖф¶Ҝә󣬹ШұХРЎ»ЎЈ¬јҙҝЙЧФ¶ҜНкіЙЧчТөЎЈ CЈ¬№ӨЧчКұлІЖшЖшС№ФЪ5-10Ц®јдЎЈ КэҝШБӘЦбЖчЦЖ¶ҜВЦҙг»рПөНііМРтјмІй·Ҫ·ЁЈә 1.К№»ъЖчҙҰУЪЩыЧҙМ¬Ј¬°ҙ%***ЈЁИзіМРт%085Ј©Ј¬°ҙSCHјь°ҙУТ·ӯТіјь→Ј¬іМРтКэҫЭјҙҝЙПФКҫЈ¬ИзРиТӘРЮёДЈЁИзU42Ј¬ёДіЙU42.05Ј¬ФтКЗПФКҫU42әуЈ¬°ҙU42.05Ј¬ЧуУТ·ӯТіјьёч°ҙ1ҙОјҙҝЙЈ©Ј¬°ҙПаУҰөДјьРЮёДјҙҝЙЎЈЖдЛыКэҫЭРЮёДәНЙПКцРЮёД·Ҫ·ЁТ»СщДШЎЈ КэҝШБӘЦбЖчҙг»рПөНііМРтұаЦЖ·Ҫ·ЁЈә АэЈә%085№ӨјюёЯ¶ИЈә85 1.ФЪұајӯЧҙМ¬ПВ 2.°ҙ%085Ј¬°ҙИ·ИПјьLF 3.ПөНіПФКҫN0010КұЈ¬КдИлЈәM03(Жр»ЎГьБо)-----°ҙLFИ·ИПјь 4.ПөНіПФКҫN0020КұЈ¬КдИлЈәG01U20F600--------°ҙLFИ·ИПјь G01---ЦұПЯФЛРРГьБоЈ¬ҙг»рН·ПтПВФЛ¶Ҝ U20---ЙПЦ№өгөҪФӯөгөДҫаАл F600---ҙУЙПЦ№өгөҪФ¶өгөДЛЩ¶И 5.ПөНіПФКҫN0030КұЈ¬КдИлЈәG05F136------------°ҙLFИ·ИПјь G05---РэЧӘФЛРРЦёБо F136---№ӨЧчМЁРэЧӘЛЩ¶И 6.ПөНіПФКҫN0040КұЈ¬КдИлЈәG04F4------------°ҙLFИ·ИПјь G04---№ӨЧчСУКұЦёБо F4-----№ӨЧчСУКұ4ГлЦУ 7.ПөНіПФКҫN0050КұЈ¬КдИлЈәG22L16--------------°ҙLFИ·ИПјь G22---№ӨЧчМЁРэЧӘЦёБо L16---№ӨЧчСӯ»·ҙОКэ 8.ПөНіПФКҫN0060КұЈ¬КдИлЈәG01U40F1000----°ҙLFИ·ИПјь G01---ЦұПЯФЛРРЦёБо U40---ЦұПЯФЛРРҫаАлЈ¬јҙНшПЯіӨ¶И F1000---ЛЩ¶И U40---ҙг»рН·ПтПВФЛРРөДҫаАл--ЈЁ№ӨјюёЯ¶И-5Ј©/2 9.ПөНіПФКҫN0070КұЈ¬КдИлЈәG01U-40F1000---°ҙLFИ·ИПјь U-40---ҙг»рН·ПтЙПФЛРРөДҫаАл--ЈЁ№ӨјюёЯ¶И-5Ј©/2 10.ПөНіПФКҫN0080КұЈ¬КдИлЈәG80------------------------°ҙLFИ·ИПјь G80---Сӯ»·НЈЦ№ЦёБо 11.ПөНіПФКҫN00090КұЈ¬КдИлЈәM05----------------------°ҙLFИ·ИПјь M05---Гр»ЎЦёБо 12.ПөНіПФКҫN0100КұЈ¬КдИлЈәG06--------------------------°ҙLFИ·ИПјь G06---№ӨЧчМЁНЈЦ№ЦёБо 13.ПөНіПФКҫN0110КұЈ¬КдИлЈәG27M02-------------------°ҙLFИ·ИПјь G27---»ШФӯөгЦёБо M02---ҪбКшЦёБо 14.ПөНіПФКҫN0120КұЈ¬КдИлЈәMONјьЈ¬ПФКҫЩы·ыәЕКұіМРтКдИлНкіЙЎЈ
КэҝШБӘЦбЖчҙг»рПөНіұкЧјіМРтЈ¬L085ОӘАэ %085 N0010M03 N0020G01U20F600 N0030G05F136 N0040G04F4 N0050G22L16 N0060G01U40F1000 N0070G01U-40F1000 N0080G80 N0090M05 N0100G06 N0110G27M02
ҙг»рөДДҝөДКЗМбёЯУІ¶ИЎўЗҝ¶ИЎўДНДҘРФТФВъЧгБгјюөДК№УГРФДЬЎЈ ҙг»р№ӨТХУҰУГЧоОӘ№г·әЈ¬Из№ӨҫЯЎўБҝҫЯЎўДЈҫЯЎўЦбіРЎўөҜ»ЙәНЖыіөЎўНПАӯ»ъЎўІсУН»ъЎўЗРПчјУ№Ө»ъҙІЎўЖш¶Ҝ№ӨҫЯЎўЧкМҪ»ъРөЎўЕ©»ъҫЯЎўКҜУН»ъРөЎў»Ҝ№Ө»ъРөЎў·ДЦҜ»ъРөЎў·Й»ъөИБгјю¶јФЪК№УГҙг»р№ӨТХЎЈ ЈЁ1Ј© ҙг»рјУИИОВ¶И ҙг»рјУИИОВ¶ИёщҫЭёЦөДіЙ·ЦЎўЧйЦҜәНІ»Н¬өДРФДЬТӘЗуАҙИ·¶ЁЎЈСЗ№ІОцёЦКЗAC3+ЈЁ30Ў«50ЎжЈ©Ј»№ІОцёЦәН№э№ІОцёЦКЗAC1+ЈЁ30Ў«50ЎжЈ©ЎЈ СЗ№ІОцёЦҙг»рјУИИОВ¶ИИфСЎУГөНУЪAC3өДОВ¶ИЈ¬ФтҙЛКұёЦЙРОҙНкИ«°ВКПМе»ҜЈ¬ҙжФЪУРІҝ·ЦОҙЧӘұдөДМъЛШМеЈ¬ҙг»рәуМъЛШМеИФұЈБфФЪҙг»рЧйЦҜЦРЎЈМъЛШМеөДУІ¶ИҪПөНЈ¬ҙУ¶шК№ҙг»рәуөДУІ¶ИҙпІ»өҪТӘЗуЈ¬Н¬КұТІ»бУ°ПмЖдЛыБҰС§РФДЬЎЈИфҪ«СЗ№ІОцёЦјУИИөҪФ¶ёЯУЪAC3ОВ¶Иҙг»рЈ¬Фт°ВКПМеҫ§БЈ»ШПФЦшҙЦҙ󣬶шЖЖ»өҙг»рәуөДРФДЬЎЈЛщТФСЗ№ІОцёЦҙг»рјУИИОВ¶ИСЎУГAC3+ЈЁ30Ў«50ЎжЈ©Ј¬ХвСщјИұЈЦӨід·Ц°ВКПМе»ҜЈ¬УЦұЈіЦ°ВКПМеҫ§БЈөДПёРЎЎЈ №э№ІОцёЦөДҙг»рјУИИОВ¶ИТ»°гНЖјцОӘAC1+ЈЁ30Ў«50ЎжЈ©ЎЈФЪКөјКЙъІъЦР»№ёщҫЭЗйҝцККөұМбёЯ20ЎжЧуУТЎЈФЪҙЛОВ¶И·¶О§ДЪјУИИЈ¬ЖдЧйЦҜОӘПёРЎҫ§БЈөД°ВКПМеәНІҝ·ЦПёРЎҫщФИ·ЦІјөДОҙИЬМј»ҜОпЎЈҙг»рәуіэј«ЙЩКэІРУа°ВКПМеНвЈ¬ЖдЧйЦҜОӘЖ¬ЧҙВнКПМе»щМеЙПҫщФИ·ЦІјөДПёРЎөДМј»ҜОпЦКөгЎЈХвСщөДЧйЦҜУІ¶ИёЯЎўДНДҘРФәЕЈ¬ІўЗТҙаРФПа¶ФҪПЙЩЎЈ №э№ІОцёЦөДҙг»рјУИИОВ¶ИІ»ДЬөНУЪAC1Ј¬ТтОӘҙЛКұёЦІДЙРОҙ°ВКПМе»ҜЎЈИфјУИИөҪВФёЯУЪAC1ОВ¶ИКұЈ¬Цй№вМеНкИ«ЧӘұдіР°ВКПМеЈ¬ІўУЦЙЩБҝөДЙшМјМеИЬИл°ВКПМеЎЈҙЛКұ°ВКПМеҫ§БЈПёРЎЈ¬ЗТЖдМјөДЦКБҝ·ЦКэТСЙФёЯУл№ІОціЙ·ЦЎЈИз№ыјМРшЙэёЯОВ¶ИЈ¬Фт¶юҙОЙшМјМеІ»¶ПИЬИл°ВКПМеЈ¬ЦВК№°ВКПМеҫ§БЈІ»¶ПіӨҙуЈ¬ЖдМјЕЁ¶ИІ»¶ПЙэёЯЈ¬»бөјЦВҙг»рұдРОЗгПтФцҙуЎўҙг»рЧйЦҜПФОўБСОЖФц¶ај°ҙаРФФцҙуЎЈН¬КұУЙУЪ°ВКПМеә¬МјБҝ№эёЯЈ¬К№ҙг»рәуІРУа°ВКПМеКэБҝФц¶аЈ¬ҪөөН№ӨјюөДУІ¶ИәНДНДҘРФЎЈТтҙЛ№э№ІОцёЦөДҙг»рјУИИОВ¶ИёЯУЪAC1М«¶аКЗІ»әПККөДЈ¬јУИИөҪНкИ«°ВКПМе»ҜөДACm»тТФЙПОВ¶ИҫНёьІ»әПККЎЈ ФЪЙъІъКөјщЦРСЎФс№ӨјюөДҙг»рјУИИОВ¶ИКұЈ¬іэБЛЧсКШЙПКцТ»°гФӯФтНвЈ¬»№ТӘҝјВЗ№ӨјюөД»ҜС§іЙ·ЦЎўјјКхТӘЗуЎўіЯҙзРОЧҙЎўФӯКјЧйЦҜТФј°јУИИЙиұёЎўАдИҙҪйЦКөИЦо¶аТтЛШөДУ°ПмЈ¬¶ФјУИИОВ¶ИУиТФККөұөчХыЎЈИзәПҪрёЦБгјюЈ¬НЁіЈИЎЙППЮЈ¬¶ФУЪРОЧҙёҙФУБгјюИЎПВПЮЎЈ ЗҝИН»ҜРВ№ӨТХСЎУГөДҙг»рјУИИОВ¶ИУліЈУГҙг»рОВ¶ИУРЛщЗшұрЎЈИзСЗОВҙг»рКЗСЗ№ІОцёЦФЪВФөНУЪAC3өДОВ¶И°ВКПМе»Ҝәуҙг»рЈ¬ХвСщҝЙМбёЯИНРФЈ¬ҪөөНҙаРФЧӘХЫОВ¶ИЈ¬ІўҝЙПыіэ»Ш»рҙаРФЎЈИз45Ўў40CrЎў60Si2өИІДБПЦЖіЙөД№ӨјюСЗОВҙг»рјУИИОВ¶ИОӘAC3ЈӯЈЁ5Ў«10ЎжЈ©ЎЈ ІЙУГёЯОВҙг»рҝЙ»сөГҪП¶аөД°еМхЧҙВнКПМе»тК№И«Іҝ°еМхВнКПМеМбёЯЗҝ¶ИәНИНРФЎЈИз16MnёЦФЪ940Ўжҙг»рЈ¬5CrMnMoёЦФЪ890Ўжҙг»рЈ¬20CrMnMoёЦФЪ920Ўжҙг»рЈ¬Р§№ыҪПәГЎЈ ёЯМјёЦөНОВЎўҝмЛЩЎў¶МКұјУИИҙг»рЈ¬ККөұҪөөНёЯМјёЦөДҙг»рјУИИОВ¶ИЈ¬»тІЙУГҝмЛЩјУИИј°Лх¶МұЈОВКұјдөД°м·ЁЈ¬ҝЙјхЙЩ°ВКПМеөДМјә¬БҝЈ¬МбёЯёЦөДИНРФЎЈ ЈЁ2Ј© ұЈОВКұјд ОӘБЛК№№ӨјюДЪНвёчІҝ·ЦҫщНкіЙЧйЦҜЧӘұдЎўМј»ҜОпИЬҪвј°°ВКПМеөДіЙ·ЦҫщФИ»ҜЈ¬ҫНұШРлФЪҙг»рјУИИОВ¶ИұЈОВТ»¶ЁКұјдЈ¬јИұЈОВКұјдЎЈ ЈЁ3Ј© ҙг»рҪйЦК №ӨјюҪшРРҙг»рАдИҙЛщК№УГөДҪйЦКіЖОӘҙг»рАдИҙҪйЦКЈЁ»тҙг»рҪйЦКЈ©ЎЈАнПлөДҙг»рҪйЦКУҰҫЯұёөДМхјюКЗК№№ӨјюјИДЬҙгіЙВнКПМеЈ¬УЦІ»ЦВТэЖрМ«ҙуөДҙг»рУҰБҰЎЈХвҫНТӘЗуФЪCЗъПЯөДЎ°ұЗЧУЎұТФЙПОВ¶И»әАдЈ¬ТФјхРЎјұАдЛщІъЙъөДИИУҰБҰЈ»ФЪЎ°ұЗЧУЎұҙҰАдИҙЛЩ¶ИТӘҙуУЪБЩҪзАдИҙЛЩ¶ИЈ¬ТФұЈЦӨ№эАд°ВКПМеІ»·ўЙъ·ЗВнКПМеЧӘұдЈ»ФЪЎ°ұЗЧУЎұПВ·ҪЈ¬МШұрК№MsөгТ»ПВОВ¶ИКұЈ¬АдИҙЛЩ¶ИУҰҫЎБҝРЎЈ¬ТФјхРЎЧйЦҜЧӘұдөДУҰБҰЎЈ |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
ІЧЦЭМмЛ¶УРПЮ№«Лҫ УКұаЈә062150
|