
іӨРРіМІеіЭ»ъ
ЙиұёјјКхІОКэЈәІеіЭРРіМ500mmЈ¬ІеДЪіЭЦұҫ¶600mmЈ¬ЧоҙуІеіЭДЈКэ8mЈ¬Йиұёҫ«¶И6ј¶ЎЈ
ЙиұёУГНҫЈәЙиұёЦчТӘУГУЪҪҘҝӘПЯК®ЧЦНтПтБӘЦбЖч№Шјьјю»ЁјьМЧөДДЪіЭІеіЭјУ№ӨЈ¬ҪбКшБӘЦбЖчІъЖ·УГ»¬¶ҜБӘҪУёұІЙУГҫШРО»Ё»ЁјьБӘҪУөДАъК·Ј»ОӘҪҘҝӘПЯ»ЁјьК®ЧЦНтПтБӘЦбЖчЙъІъөм¶Ё»щҙЎЈ»КЗ№ъДЪІеіЭРРіМЧоіӨөДІеіЭ»ъЈ¬ДПҫ©ёЯіЭТІДҪГыЗ°АҙБгјюјУ№ӨЎЈ |
|
|
°лЧФ¶ҜОФКҪКэҝШ№ДРОіЭ№ціЭ»ъ
ЙиұёјјКхІОКэЈә№ц»ЁјьіЭіӨ¶И3300mmЈ¬Чоҙу№ціЭЦұҫ¶320mmЈ¬Чоҙу№ціЭДЈКэ8mЈ¬Йиұёҫ«¶И7ј¶ЎЈ
ЙиұёУГНҫЈәУГУЪҪҘҝӘПЯ»ЁјьЦб№ціЭЈ¬УЙУЪКЗКэҝШҝЙУГУЪјУ№Ө№ДРОіЭБӘЦбЖчЈ¬ФшіЙ№ҰөШОӘәјёЦРЎРНФюЧӘ»ҜөВұк5480»Ёјь№ДРОіЭЈ¬ФЪБӘЦбЖчІъЖ·ЙъІъЦР·ў»УҫЮҙуЧчУГЎЈ |

КэҝШ¶ЛГжјьІЫПіҙІЈЁИэЦбБӘ¶ҜЈ©
ЙиұёјјКхІОКэЈәПіІЫіӨ¶И1000mmЈ¬ДҘІЫҝн¶И600mmЈ¬ЗРПч№ӨјюЧоҙуёЯ¶И800mmЈ¬Йиұёҫ«¶И6ј¶ЎЈ
ЙиұёУГНҫЈәЦчТӘУГУЪК®ЧЦНтПтБӘЦбЖчөД·ЁАјІжН·ЎўЦбМЧЎўұвН·МЧјьІЫЗРПчјУ№ӨЈ¬№ӨјюТ»ҙОЧ°јР¶а№ӨРтБ¬РшјУ№ӨНкіЙЈ¬»ъҙІЧчТөВКёЯёХРФәГЈ¬Т»ҙОҝЙЗРПчҝн¶И120mmЎўіӨ¶И1000mmөД¶ЛГжјьІЫЎЈ |

°лЧФ¶Ҝ¶ЛГжјьІЫДҘҙІ
ЙиұёјјКхІОКэЈәДҘІЫіӨ¶И1600mmЈ¬ДҘІЫҝн¶И200mmЈ¬Й°ВЦЦұҫ¶300mmЈ¬Йиұёҫ«¶И3ј¶ЎЈ
ЙиұёУГНҫЈәЦчТӘУГУЪК®ЧЦНтПтБӘЦбЖчөД·ЁАјІжН·¶ЛГжјьІЫДҘјУ№ӨЈ¬ТФұЈЦӨҪҘҝӘПЯ»ЁјьК®ЧЦНтПтБӘЦбЖч·ЁАј¶ЛГжјьөДЦРРДО»ЦГ¶ИЈ¬К№Жд°ІЧ°ЖҪОИұЈЦӨБӘЦбЖчН¬Цб¶ИЎЈ |
 ТэҪшөВ№ъЙкҝЛ№«Лҫ¶ҜЖҪәвјмІвТЗ
ЙиұёјјКхІОКэЈәјмІв№Өјю»ШЧӘЦұҫ¶800mmЈ¬јмІв№ӨјюіӨ¶И3600mmЈ¬јмІвҫ«¶И0.63ј¶ЎЈ
ЙиұёУГНҫЈәЙъІъБӘЦбЖчІъЖ·ұШРлҫЯұё¶ҜЖҪәвјмІвТЗЎЈ ТэҪшөВ№ъЙкҝЛ№«Лҫ¶ҜЖҪәвјмІвТЗ
ЙиұёјјКхІОКэЈәјмІв№Өјю»ШЧӘЦұҫ¶800mmЈ¬јмІв№ӨјюіӨ¶И3600mmЈ¬јмІвҫ«¶И0.63ј¶ЎЈ
ЙиұёУГНҫЈәЙъІъБӘЦбЖчІъЖ·ұШРлҫЯұё¶ҜЖҪәвјмІвТЗЎЈ |
 Иэ№ӨО»ЈЁЖЯЦбБӘ¶ҜЈ©КэҝШпЫЎўПіЧйәП»ъҙІ
ЙиұёјјКхІОКэЈәКэҝШDTKПөНіЖЯЦбБӘ¶ҜЈ¬ІЙУГПИҪшөД№ц¶Ҝөј№мЎў№цЦйЛҝёЛЖЯЦбБщёцјУ№ӨМеЈ¬ЧоҙуЦұҫ¶ДЪҝЧ600mmЈ¬ЧоҙуЗРПчіӨ¶И7300mmЈ¬Чоҙу№ӨјюёЯ¶И1200mmЈ¬»ъҙІҫ«¶И6ј¶ЎЈТ»»ъ¶аДЬҫЯпЫЎўЧкЎўПіәН¶ЛГжЗРПч№ҰДЬЎЈ
ЙиұёУГНҫЈәДЬХыјУ№ӨБӘЦбЖчЦчТӘБгјю»ЁјьЦбәёҪУІжН·әН»ЁјьМЧәёҪУІжН·өДЦбіРҝЧЈ¬Т»ҙОЧ°јР¶аКҪ№ӨО»јУ№ӨЎЈ Иэ№ӨО»ЈЁЖЯЦбБӘ¶ҜЈ©КэҝШпЫЎўПіЧйәП»ъҙІ
ЙиұёјјКхІОКэЈәКэҝШDTKПөНіЖЯЦбБӘ¶ҜЈ¬ІЙУГПИҪшөД№ц¶Ҝөј№мЎў№цЦйЛҝёЛЖЯЦбБщёцјУ№ӨМеЈ¬ЧоҙуЦұҫ¶ДЪҝЧ600mmЈ¬ЧоҙуЗРПчіӨ¶И7300mmЈ¬Чоҙу№ӨјюёЯ¶И1200mmЈ¬»ъҙІҫ«¶И6ј¶ЎЈТ»»ъ¶аДЬҫЯпЫЎўЧкЎўПіәН¶ЛГжЗРПч№ҰДЬЎЈ
ЙиұёУГНҫЈәДЬХыјУ№ӨБӘЦбЖчЦчТӘБгјю»ЁјьЦбәёҪУІжН·әН»ЁјьМЧәёҪУІжН·өДЦбіРҝЧЈ¬Т»ҙОЧ°јР¶аКҪ№ӨО»јУ№ӨЎЈ
|
|
|
 И«ЧФ¶ҜКэҝШ¶ЛГжіЭјУ№ӨЧЁ»ъЈЁЛДЦбБӘ¶ҜЈ©
ЙиұёјјКхІОКэЈәКэҝШDTKПөНіЛДЦбБӘ¶ҜЈ¬ІЙУГПИҪшөД№ц¶Ҝөј№мЎў№цЦйЛҝёЛәНёЯҫ«¶И»ШЧӘ№ӨјюМЁЈ¬Чоҙу»ШЧӘЦұҫ¶1600mmЈ¬ЧоҙуЗРПчіӨ¶И360mmЈ¬Чоҙу№ӨјюёЯ¶И1200mmЈ¬»ъҙІҫ«¶И6ј¶ЎЈ
ЙиұёУГНҫЈәЦчТӘККУГУЪБӘЦбЖч·ЁАјІжН·әН°лҪУКЦ¶ЛГжіЭЎўСАҝйКҪ¶ЛГжБӘҪУјюЧФ¶ҜјУ№ӨЈ¬·Ц¶Иҫ«И·Ј¬К№јУ№Ө№ӨјюЦКБҝУРБЛҝЙҝҝөДұЈЦӨЎЈ И«ЧФ¶ҜКэҝШ¶ЛГжіЭјУ№ӨЧЁ»ъЈЁЛДЦбБӘ¶ҜЈ©
ЙиұёјјКхІОКэЈәКэҝШDTKПөНіЛДЦбБӘ¶ҜЈ¬ІЙУГПИҪшөД№ц¶Ҝөј№мЎў№цЦйЛҝёЛәНёЯҫ«¶И»ШЧӘ№ӨјюМЁЈ¬Чоҙу»ШЧӘЦұҫ¶1600mmЈ¬ЧоҙуЗРПчіӨ¶И360mmЈ¬Чоҙу№ӨјюёЯ¶И1200mmЈ¬»ъҙІҫ«¶И6ј¶ЎЈ
ЙиұёУГНҫЈәЦчТӘККУГУЪБӘЦбЖч·ЁАјІжН·әН°лҪУКЦ¶ЛГжіЭЎўСАҝйКҪ¶ЛГжБӘҪУјюЧФ¶ҜјУ№ӨЈ¬·Ц¶Иҫ«И·Ј¬К№јУ№Ө№ӨјюЦКБҝУРБЛҝЙҝҝөДұЈЦӨЎЈ ¶нІъОФКҪКэҝШіөҙІЈЁ¶юЦбБӘ¶ҜЈ©
ЙиұёјјКхІОКэЈәКэҝШKNDПөНі¶юЦбБӘ¶ҜЈ¬ІЙУГПИҪшЎў№цЦйЛҝёЛіөҙІЧоҙу»ШЧӘЦұҫ¶850mmЈ¬ЧоҙуЗРПчіӨ¶И1500mmЈ¬»ъҙІҫ«¶И5ј¶ЎЈ
ЙиұёУГНҫЈәЦчТӘјУ№ӨБӘЦбЖчБгІҝјюҫ«јУ№ӨЎЈ ¶нІъОФКҪКэҝШіөҙІЈЁ¶юЦбБӘ¶ҜЈ©
ЙиұёјјКхІОКэЈәКэҝШKNDПөНі¶юЦбБӘ¶ҜЈ¬ІЙУГПИҪшЎў№цЦйЛҝёЛіөҙІЧоҙу»ШЧӘЦұҫ¶850mmЈ¬ЧоҙуЗРПчіӨ¶И1500mmЈ¬»ъҙІҫ«¶И5ј¶ЎЈ
ЙиұёУГНҫЈәЦчТӘјУ№ӨБӘЦбЖчБгІҝјюҫ«јУ№ӨЎЈ
|
|
|

КэҝШБўКҪјУ№ӨЦРРДЈЁИэЦбБӘ¶ҜЈ©
ЙиұёјјКхІОКэЈәКэҝШDTKПөНіИэЦбБӘ¶ҜЈ¬ІЙУГПИҪшөД№ц¶Ҝөј№мЎў№цЦйЛҝёЛЈ¬ҪшҝЪИХұҫЛЕ·юЦчЦбЈ¬ЗРПчЦчЦбОЮј¶өчЛЩЈ¬ЧоёЯЗРПчЧӘЛЩҙпГҝ·ЦЦУ4500ЧӘЈ¬XЦбРРіМ600mmЈ¬YЦбРРіМ800mmЈ¬ZЦбРРіМ700mmЈ¬ИэЦб¶ЁО»ҫ«¶И0.05umЈ¬Чоҙу№ӨјюёЯ¶И1200mmЈ¬»ъҙІҫ«¶И6ј¶ЎЈ
ЙиұёУГНҫЈәёГЙиұёҫЯұёБЛЧкЎў№ҘЎўпЫЎўПі№ҰДЬЈ¬ЦчТӘККУГУЪёчЦЦБӘЦбЖчЎў№ДРОіЭБӘЦбЖчЧкЎў№ҘЎўпЫЎўПіЈ¬ұЈЦӨ°ІЧ°ҝЧөДО»ЦГЎЈ |
|
|

КэҝШБўКҪ№ціЭ»ъ
ЙиұёјјКхІОКэЈә№ц»ЁјьіЭіӨ¶И330mmЈ¬Чоҙу№ціЭЦұҫ¶800mmЈ¬Чоҙу№ціЭДЈКэ8mЈ¬Йиұёҫ«¶И7ј¶ЎЈ
ЙиұёУГНҫЈәУГУЪ№ДРОіЭБӘЦбЖчөД№ДіЭјУ№ӨЎўЦұіЭјУ№ӨЎў№шВЦјУ№ӨЎЈ |
|
|

ОФКҪКэҝШјУ№ӨЦРРД
ЙиұёјјКхІОКэЈәКэҝШЎ°·ўДЗҝЖЎұПөНі¶юЦбБӘ¶ҜЈ¬ІЙУГПИҪш»¬¶ҜПЯРФөј№мЎўҫ«ГЬ№цЦйЛҝёЛЈ¬іөҙІЧоҙу»ШЧӘЦұҫ¶300mmЈ¬ЧоҙуЗРПчіӨ¶И500mmЈ¬ЗРПчЧоёЯЧӘЛЩ4500r/minЈ¬»ъҙІҫ«¶И4ј¶ЎЈ
ЙиұёУГНҫЈәЦчТӘјУ№ӨБӘЦбЖчБгІҝјюЈЁЦбіРҝЗөДҫ«јУ№ӨЈ©ЎЈёГ»ъҙІҫЯЗРПчПЯЛЩ¶ИФИЛЩЗРПч№ҰДЬЈ¬ЗРПч№ӨјюұнГжҙЦІЪҙпөҪ0.8um. |
ЛД№ӨО»ЈЁҫЕЦбБӘ¶ҜЈ©КэҝШпЫЎўПіЧйәП»ъҙІ
ЙиұёјјКхІОКэЈәКэҝШDTKПөНіЖЯЦбБӘ¶ҜЈ¬ІЙУГПИҪшөД№ц¶Ҝөј№мЎў№цЦйЛҝёЛЈ¬ҫЕЦб°ЛёцјУ№ӨМеЈ¬ЧоҙуЦұҫ¶ДЪҝЧ800mmЈ¬ЧоҙуЗРПчіӨ¶И3600mmЈ¬Чоҙу№ӨјюёЯ¶И1200mmЈ¬»ъҙІҫ«¶И6ј¶ЎЈ
ЙиұёУГНҫЈәН¬УЪИэ№ӨО»»ъҙІ¶шУЦФцјУ¶юЦбёьДЬ·ў»У»ъҙІөДјУ№ӨДЬБҰәН№ҰДЬЎЈ |

КэҝШБўКҪК®ЧЦЦбјУ№ӨЦРРДЈЁИэЦб»ъЎўөзЎўЖшЎўТәБӘ¶ҜЈ©
ЙиұёјјКхІОКэЈәКэҝШDTKПөНіИэЦбБӘ¶ҜЈ¬ІЙУГПИҪшөД№ц¶Ҝөј№мЎў№цЦйЛҝёЛЈ¬ҪшҝЪИХұҫЛЕ·юЦчЦбЈ¬ЗРПчЦчЦбОЮј¶өчЛЩЈ¬ЧоёЯЗРПчЧӘЛЩҙпГҝ·ЦЦУ4500ЧӘЈ¬XЦбРРіМ500mmЈ¬YЦбРРіМ300mmЈ¬ZЦбёЯҫ«¶Иҙш¶ЛГжіЭ¶ЁО»№ӨЧчМЁЈ¬ИэЦб¶ЁО»ҫ«¶И0.05umЧоҙу№ӨјюёЯ¶И600mmЈ¬»ъҙІҫ«¶И4ј¶ЎўЗРПч№ӨјюұнГжҙЦІЪ¶ИҙпөҪ0.8umЎЈ
ЙиұёУГНҫЈәК®ЧЦЦбјУ№ӨЦРРДҫЯұёБЛЧкЎў№ҘЎўпЫЎўПі№ҰДЬЈ¬ЦчТӘККУГК®ЧЦНтПтБӘЦбЖч№ШјьјюК®ЧЦЦб¶ЛГжәНЦРРДҝЧөДјУ№ӨЈ¬¶ЁО»ҫ«¶И0.02umұЈЦӨК®ЧЦЦбЛДЦбН·ЦРРДО»ЦГ¶ИЎЈ |

¶нІъКэҝШБўКҪҙуРН№ціЭ»ъ
ЙиұёјјКхІОКэЈә№ціЭіӨ¶И600mmЈ¬Чоҙу№ціЭЦұҫ¶1500mmЈ¬Чоҙу№ціЭДЈКэ30mЈ¬Йиұёҫ«¶И7ј¶ЎЈ
ЙиұёУГНҫЈәУГУЪ№ДРОіЭБӘЦбЖчөД№ДіЭјУ№ӨЎўЦұіЭјУ№ӨЎў№шВЦјУ№ӨЈЁДЬЦбПтҪшёшјУ№Ө°ьВзПЯ№шВЦәН№шёЛЈ©Ј¬ОӘЦЖФмҙуРН№ДРОіЭЦЖФмМṩұЈЦӨЎЈ |

¶нІъКэҝШОФКҪҙуРН№ціЭ»ъ
ЙиұёјјКхІОКэЈә№ціЭіӨ¶И8000mmЈ¬Чоҙу№ціЭЦұҫ¶600mmЈ¬Чоҙу№ціЭДЈКэ16mЈ¬Йиұёҫ«¶И7ј¶ЎЈ
ЙиұёУГНҫЈәУГУЪҙуРНК®ЧЦНтПтБӘЦбЖч»ЁјьіӨЦбјУ№ӨЈ¬ОӘОТГЗ№«ЛҫЕдМЧ°еҙшЎўҙ©№ЬҙуРННтПтЦбМṩЙиұёұЈЦӨЎЈ |
 ТФПіҙъІеҙуРНБӘЦбЖч»ЁјьМЧЧЁУГ»ъҙІ ұёјјКхІОКэЈәКэҝШDTKПөНіЛДЦбБӘ¶ҜЈ¬ІЙУГПИҪшөД№ц¶Ҝөј№мЎў№цЦйЛҝёЛЈ¬ёЯҫ«¶И»ШЧӘ№ӨЧчМЁЈ¬ЧоҙуЦұҫ¶ДЪҝЧ1500mmЈ¬ЧоҙуЗРПчіӨ¶И1200mmЈ¬»ъҙІҫ«¶И6ј¶ЎЈ
ЙиұёУГНҫЈәЦчТӘУГУЪҙуРНБӘЦбЖч»ЁјьЕММЧјУ№ӨЎЈ ТФПіҙъІеҙуРНБӘЦбЖч»ЁјьМЧЧЁУГ»ъҙІ ұёјјКхІОКэЈәКэҝШDTKПөНіЛДЦбБӘ¶ҜЈ¬ІЙУГПИҪшөД№ц¶Ҝөј№мЎў№цЦйЛҝёЛЈ¬ёЯҫ«¶И»ШЧӘ№ӨЧчМЁЈ¬ЧоҙуЦұҫ¶ДЪҝЧ1500mmЈ¬ЧоҙуЗРПчіӨ¶И1200mmЈ¬»ъҙІҫ«¶И6ј¶ЎЈ
ЙиұёУГНҫЈәЦчТӘУГУЪҙуРНБӘЦбЖч»ЁјьЕММЧјУ№ӨЎЈ |

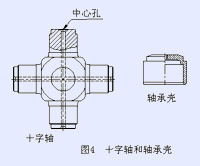 К®ЧЦ°ьЦРЧоЦчТӘөДБгјюКЗУЙК®ЧЦЦбәНЦбіРҝЗЧйіЙЎЈОӘБЛұЈЦӨК®ЧЦЦбёчЦбН·өДРОО»№«ІоТӘЗуЈ¬ПИҪ«К®ЧЦЦбОФФЪКэҝШБўКҪК®ЧЦЦбјУ№ӨЦРРДЙПЈ¬НкИ«УЙ»ъҙІҝШЦЖЈ¬ЦұҪУ·Ц¶ИЧкіцЦРРДҝЧЈЁИзНј4ЛщКҫЈ©НкИ«ұЈЦӨБЛК®ЧЦЦбЛДЦбН·»щЧјөДО»ЦГ¶И,ОӘПВөАіөјУ№Ө¶нІъКэҝШ»ъҙІәНДҘјУ№ӨМṩұЈЦӨЈ»ЦбіРҝЗөДҙЦЎўҫ«јУ№ӨҫщФЪКэҝШјУ№ӨЦРРД»ъҙІЙПҪшРРЎЈИ·ұЈК®ЧЦ°ьөД»Ҙ»»РФәНјУ№Өҫ«¶ИЎЈ
К®ЧЦ°ьЦРЧоЦчТӘөДБгјюКЗУЙК®ЧЦЦбәНЦбіРҝЗЧйіЙЎЈОӘБЛұЈЦӨК®ЧЦЦбёчЦбН·өДРОО»№«ІоТӘЗуЈ¬ПИҪ«К®ЧЦЦбОФФЪКэҝШБўКҪК®ЧЦЦбјУ№ӨЦРРДЙПЈ¬НкИ«УЙ»ъҙІҝШЦЖЈ¬ЦұҪУ·Ц¶ИЧкіцЦРРДҝЧЈЁИзНј4ЛщКҫЈ©НкИ«ұЈЦӨБЛК®ЧЦЦбЛДЦбН·»щЧјөДО»ЦГ¶И,ОӘПВөАіөјУ№Ө¶нІъКэҝШ»ъҙІәНДҘјУ№ӨМṩұЈЦӨЈ»ЦбіРҝЗөДҙЦЎўҫ«јУ№ӨҫщФЪКэҝШјУ№ӨЦРРД»ъҙІЙПҪшРРЎЈИ·ұЈК®ЧЦ°ьөД»Ҙ»»РФәНјУ№Өҫ«¶ИЎЈ
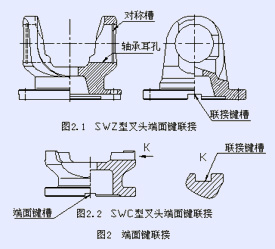
 »ЁјьЦбөДіЭЈ¬КЗФЪКэҝШОФКҪ№ціЭ»ъЙПјУ№ӨЈ¬ТтІЙУГХ№іЙ·ЁҪҘҝӘПЯіЭөдРНјУ№Ө№ӨТХЈ¬ЛщТФНкИ«ҙпөҪјУ№Өјю»Ҙ»»әНҙ«¶ҜЦбК№УГ№эіМЦР»ЁјьёұіЭІаЧФ¶ЁРДөДЙијЖДҝөДЎЈ»ЁјьЦбІжН·әёҪУЧйјюКЗҪ«әёҪУІжН·әН»ЁјьЦбәёҪУОӘТ»МеЈЁИзНј5ЛщКҫЈ©әуЈ¬ФЪЛД№ӨО»ЈЁҫЕЦбБӘ¶ҜЈ©КэҝШпЫЎўПіЧйәП»ъҙІЙПЈ¬Ҫ«ХыМе»ЁјьМЧЧйјюәбОФЧЕјУ№ӨіцІжН·ЙПөДІжН·ЦбіР¶ъҝЧЈ¬ҙУ¶шұЈЦӨБЛІжН·өДЦбіР¶ъҝЧУл»ШЧӘЦРРДөДҙ№Цұ¶ИЈ¬ТФј°ХыЦбөДН¬Цб¶ИТӘЗуЎЈ »ЁјьМЧІжН·әёҪУЧйјю»ЁјьМЧҪҘҝӘПЯіЭөДјУ№ӨЈ¬ФЪЧЁУГіӨРРіМІеіЭ»ъЙПНкіЙЎЈ°ҙіЭВЦөдРН№ӨТХЙъІъЈ¬І»ө«РРіМұИҪПіӨЈ¬¶шЗТНкИ«ұЈЦӨБЛДЪЎўНвіЭөДЕдәПҫ«¶ИЎЈ
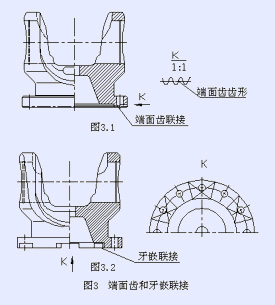
»ЁјьЦбөДіЭЈ¬КЗФЪКэҝШОФКҪ№ціЭ»ъЙПјУ№ӨЈ¬ТтІЙУГХ№іЙ·ЁҪҘҝӘПЯіЭөдРНјУ№Ө№ӨТХЈ¬ЛщТФНкИ«ҙпөҪјУ№Өјю»Ҙ»»әНҙ«¶ҜЦбК№УГ№эіМЦР»ЁјьёұіЭІаЧФ¶ЁРДөДЙијЖДҝөДЎЈ»ЁјьЦбІжН·әёҪУЧйјюКЗҪ«әёҪУІжН·әН»ЁјьЦбәёҪУОӘТ»МеЈЁИзНј5ЛщКҫЈ©әуЈ¬ФЪЛД№ӨО»ЈЁҫЕЦбБӘ¶ҜЈ©КэҝШпЫЎўПіЧйәП»ъҙІЙПЈ¬Ҫ«ХыМе»ЁјьМЧЧйјюәбОФЧЕјУ№ӨіцІжН·ЙПөДІжН·ЦбіР¶ъҝЧЈ¬ҙУ¶шұЈЦӨБЛІжН·өДЦбіР¶ъҝЧУл»ШЧӘЦРРДөДҙ№Цұ¶ИЈ¬ТФј°ХыЦбөДН¬Цб¶ИТӘЗуЎЈ »ЁјьМЧІжН·әёҪУЧйјю»ЁјьМЧҪҘҝӘПЯіЭөДјУ№ӨЈ¬ФЪЧЁУГіӨРРіМІеіЭ»ъЙПНкіЙЎЈ°ҙіЭВЦөдРН№ӨТХЙъІъЈ¬І»ө«РРіМұИҪПіӨЈ¬¶шЗТНкИ«ұЈЦӨБЛДЪЎўНвіЭөДЕдәПҫ«¶ИЎЈ 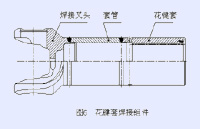 »ЁјьМЧІжН·әёҪУЧйјюКЗУЙ»ЁјьМЧЎўМЧ№ЬЎў»ЁјьМЧІжН·әёҪУБӘҪУіЙТ»МеЈЁИзНј6ЛщКҫЈ©Ј¬Н¬СщФЪЛД№ӨО»ЈЁҫЕЦбБӘ¶ҜЈ©КэҝШпЫЎўПіЧйәП»ъҙІЙПЈ¬Ҫ«ХыМе»ЁјьМЧЧйјюәбОФЧЕјУ№ӨіцІжН·ЙПөДЦбіР¶ъҝЧЎЈұЈЦӨБЛІжН·өДЦбіР¶ъҝЧУл»ШЧӘЦРРДөДҙ№Цұ¶ИЈ¬ТІҝЛ·юБЛТтәёҪУҙжФЪөДИұПЭЈ¬МбёЯБЛХыёщБӘЦбЖчөДН¬Цб¶ИЈ¬К№өГХыёщБӘЦбЖчФЪҙ«¶Ҝ№эіМөДЖҪОИРФЈ¬МбёЯБӘЦбЖчөДК№УГКЩГьЈ¬¶ш¶ФХыёцҙ«¶ҜБҙЈЁ°ьАЁјхЛЩ»ъФЪДЪЈ©өДҙ«¶ҜЧҙҝцТІөГөҪәЬҙуіМ¶ИөДёДЙЖЈ¬К№УГКЩГьТІөГөҪБЛҙуҙуөДМбёЯЎЈКөСйЦӨГчЈ¬ОТ№«Лҫ№ЬАнСПҪчЎўБӘЦбЖчЦЖФм№эіМФЛУГИбРФјУ№ӨЙъІъПЯЧчТөЈ¬ід·ЦМеПЦјУ№ӨТФЙиұёОӘұЈЦӨҫ«¶ИЙъІъөДК®ЧЦЦбКҪНтПтБӘЦбЖчЈ¬ФЪТэҪшөДөВ№ъЙкҝЛ№«Лҫ¶ҜЖҪәвјмІвТЗЙПҪшРРјмІвІ»јУЖҪәвҝйөДЗйҝцПВЈ¬ҫНДЬ№ъјКұкISO1940-1985№ж¶ЁөДG16ј¶ЎўЖҪәвҫ«¶ИөИј¶ҝЙҙпG6.3ј¶ЎЈ
»ЁјьМЧІжН·әёҪУЧйјюКЗУЙ»ЁјьМЧЎўМЧ№ЬЎў»ЁјьМЧІжН·әёҪУБӘҪУіЙТ»МеЈЁИзНј6ЛщКҫЈ©Ј¬Н¬СщФЪЛД№ӨО»ЈЁҫЕЦбБӘ¶ҜЈ©КэҝШпЫЎўПіЧйәП»ъҙІЙПЈ¬Ҫ«ХыМе»ЁјьМЧЧйјюәбОФЧЕјУ№ӨіцІжН·ЙПөДЦбіР¶ъҝЧЎЈұЈЦӨБЛІжН·өДЦбіР¶ъҝЧУл»ШЧӘЦРРДөДҙ№Цұ¶ИЈ¬ТІҝЛ·юБЛТтәёҪУҙжФЪөДИұПЭЈ¬МбёЯБЛХыёщБӘЦбЖчөДН¬Цб¶ИЈ¬К№өГХыёщБӘЦбЖчФЪҙ«¶Ҝ№эіМөДЖҪОИРФЈ¬МбёЯБӘЦбЖчөДК№УГКЩГьЈ¬¶ш¶ФХыёцҙ«¶ҜБҙЈЁ°ьАЁјхЛЩ»ъФЪДЪЈ©өДҙ«¶ҜЧҙҝцТІөГөҪәЬҙуіМ¶ИөДёДЙЖЈ¬К№УГКЩГьТІөГөҪБЛҙуҙуөДМбёЯЎЈКөСйЦӨГчЈ¬ОТ№«Лҫ№ЬАнСПҪчЎўБӘЦбЖчЦЖФм№эіМФЛУГИбРФјУ№ӨЙъІъПЯЧчТөЈ¬ід·ЦМеПЦјУ№ӨТФЙиұёОӘұЈЦӨҫ«¶ИЙъІъөДК®ЧЦЦбКҪНтПтБӘЦбЖчЈ¬ФЪТэҪшөДөВ№ъЙкҝЛ№«Лҫ¶ҜЖҪәвјмІвТЗЙПҪшРРјмІвІ»јУЖҪәвҝйөДЗйҝцПВЈ¬ҫНДЬ№ъјКұкISO1940-1985№ж¶ЁөДG16ј¶ЎўЖҪәвҫ«¶ИөИј¶ҝЙҙпG6.3ј¶ЎЈ